伺服减速机是伺服减速机齿轮传动装置的重量,一般情况利懿机电齿轮的重量与其材料和热处理硬度有很大关系。例如在相同功率下,渗碳淬火齿轮的重量将是调质齿轮重量的1/3左右。所以针对行星齿轮减速机的结构特点和齿轮的载荷性质,应该广泛采用硬齿面齿轮。获得硬齿面齿轮的热处理方法很多,如表面淬火,整体淬火、渗碳淬火、渗氮等,应根据行星齿轮减速机的特点考虑选定。那么这种产品在安装时需注意些什么呢,请看下文:
安装
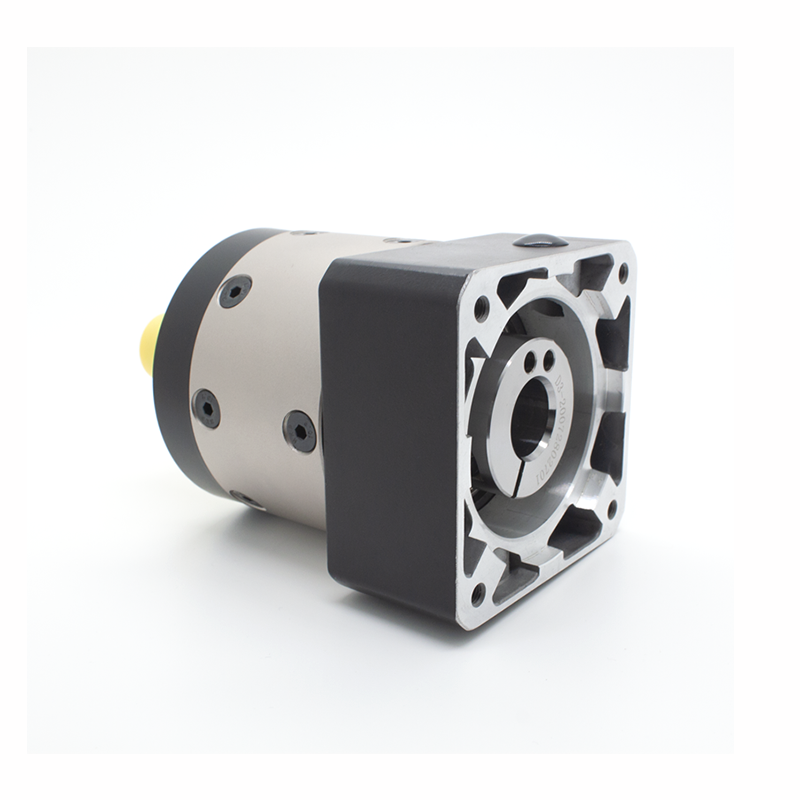
伺服减速机时,应重视传动中心轴线对中,其误差不得大于所用联轴器的使用补偿量。对中良好能延长使用寿命,并获得理想的传动效率。在输出轴上安装传动件时,不允许用锤子敲击,通常利用装配夹具和轴端的内螺纹,用螺栓将传动件压入,否则有可能造成伺服减速机内部零件的损坏。最好不采用钢性固定式联轴器,因该类联轴器安装不当,会 引起不必要的外加载荷,以致造成轴承的早期损坏,严重时甚至造成输出轴的断裂。
伺服减速机应牢固地安装在稳定水平的基础或底座上,排油槽的油应能排除,且冷却空气循环流 畅。基础不可靠,运转时会引起振动及噪声,并促使轴承及齿轮受损。当传动联接件有突出 物或采用齿轮、链轮传动时,应考虑加装防护装置,输出轴上承受较大的径向载荷时,应选用加强型。
按规定的安装装置保证工作人员能方便地靠近油标,通气塞、排油塞。安装就位后,应按次 序全面检查安装位置的准确性,各紧固件压紧的可靠性, 安装后应能灵活转动。减速机采用油池飞溅润滑,在运行前用户需将通气孔的螺塞取下, 换上通气塞。按不同的安装位置,并 打开油位塞螺钉检查油位线的高度,从油位塞处加油至润滑油从油位塞螺孔溢出为止,拧上油位塞确定无误后,方可进行空载试运转, 时间不得少于2小时。运转应平稳,无冲击、振动、杂音及渗漏油现象,发现异常应及时排除。